With the sunset of Morehouse Cowles, DisperseTech now offers compatible impeller blades for legacy mixers. Customers...
Search in blog
Blog categories
Latest posts

Morehouse Cowles Sunset – DisperseTech Offers Compatible Impeller Blades
Read more

Unleashing the Power of Dispersion Blades: A Comprehensive Guide to Enhanced Mixing Efficiency
Read more
In the dynamic world of mixing processes, the efficiency of your equipment can make or break your operations. Enter...


Popular posts

Properties of Common Solvents
Density, boiling point, evaporation rate, and flash point of common solvents
Read more

Tip Speed Definition and Formula
Blade Speed (tip speed), measures how far a point on the outer most edge of the disperser blade travels in a given...
Read more

Paint Formulation
Paint consists of four basic components:
Resin
Pigment
Solvent
Additives
The performance of a coating is influenced...
Read more

CLEARANCE HOLE CHART
Clearance hole chart for inch bolts and screws according to ASME B18.2.8
Read more

Viscosity Conversion
Viscosity Conversion table comparing some of the typical viscosity scales used in Paint and Coatings including:...
Read more
Featured posts
Morehouse Cowles Sunset – DisperseTech Offers Compatible Impeller Blades
With the sunset of Morehouse Cowles, DisperseTech now offers compatible impeller blades for legacy mixers. Customers...
Read more
Unleashing the Power of Dispersion Blades: A Comprehensive Guide to Enhanced Mixing Efficiency
In the dynamic world of mixing processes, the efficiency of your equipment can make or break your operations. Enter...
Read more
CLEARANCE HOLE CHART
Clearance hole chart for inch bolts and screws according to ASME B18.2.8
Read more
Blog tags
Photo gallery
No featured images
Archived posts
Top authors

UNDERSTANDING NET WEIGHT FILLER CONFIGURATION AND PERFORMANCE
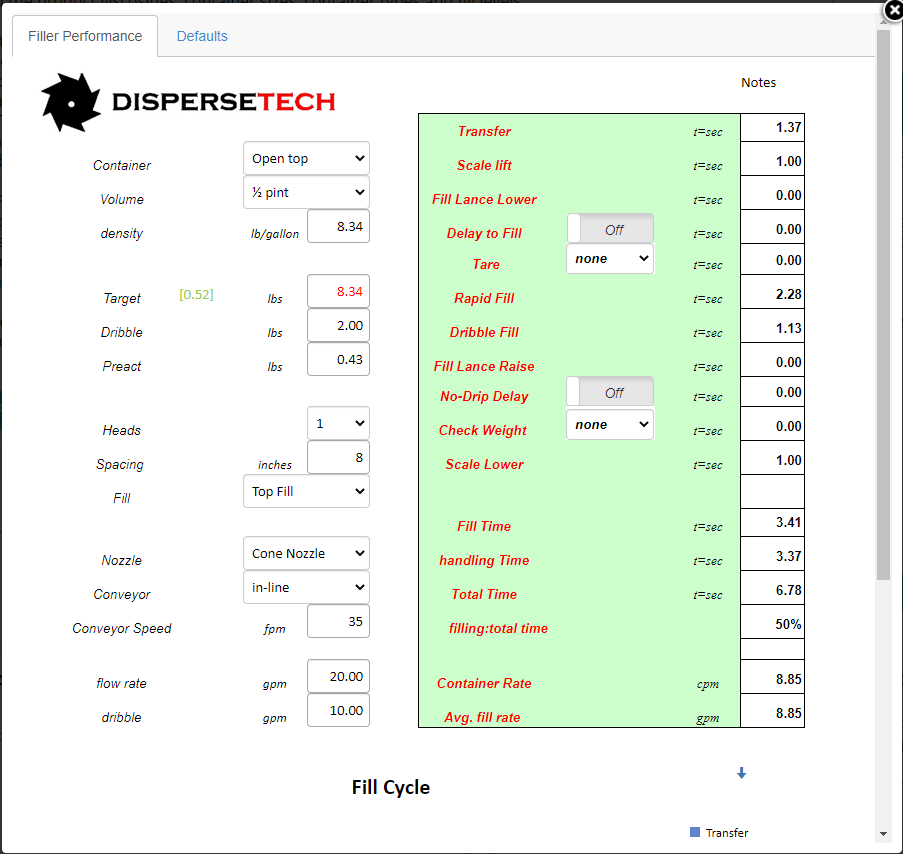
Fill Performance Calculator
Provides estimates of fill rate and effect of fill head selection, count and degree of automation.
Calculator

Latest posts
Morehouse Cowles Sunset – DisperseTech Offers Compatible Impeller Blades
Read more
With the sunset of Morehouse Cowles, DisperseTech now offers compatible impeller blades for legacy mixers. Customers...
Unleashing the Power of Dispersion Blades: A Comprehensive Guide to Enhanced Mixing Efficiency
Read more
In the dynamic world of mixing processes, the efficiency of your equipment can make or break your operations. Enter...
Popular posts
Properties of Common Solvents
Density, boiling point, evaporation rate, and flash point of common solvents
Read more
Tip Speed Definition and Formula
Blade Speed (tip speed), measures how far a point on the outer most edge of the disperser blade travels in a given...
Read more
Paint Formulation
Paint consists of four basic components:
Resin
Pigment
Solvent
Additives
The performance of a coating is influenced...
Read more
CLEARANCE HOLE CHART
Clearance hole chart for inch bolts and screws according to ASME B18.2.8
Read more
Leave a comment
Related posts
 Filling Equipment - Request for Quotation (RFQ)
Filling Equipment - Request for Quotation (RFQ)
Ideal-Pak Request for Quotation is designed to gather pertinent information for your filling project to allow us to...
Read more
Net Weight Filler Product Supply - AODD
Air Operated Diaphragm Pumps are a common meany of supply material to Net Weight Fillers. Proper plumbing is...
Read more
Tip Speed Definition and Formula
Blade Speed (tip speed), measures how far a point on the outer most edge of the disperser blade travels in a given...
Read more
Disperser Horsepower Formula
Of all the "Rules of Thumb" the issues resulting from this pose the most severe issues. While not difficult to...
Read more
TANK DESIGNER
Tanks are available in all shapes and sizes and fabricated out of a wide variety of materials. We offer small tanks...
Read more
Latest comments